






















すべての製品
-
 デイヴィッド素晴らしいサービスおよび良質および高い評判のよい会社。私達の信頼できる製造者の1つは時間および素晴らしいパッケージで、商品渡される。
デイヴィッド素晴らしいサービスおよび良質および高い評判のよい会社。私達の信頼できる製造者の1つは時間および素晴らしいパッケージで、商品渡される。 -
 ジョンMorris設計デッサンの問題および私達とのコミュニケーションの物質的な専門家、厳密な処理、時機を得た発見、思慮深いサービス、適正価格および良質、私は私達により多くの協同があることを信じる。
ジョンMorris設計デッサンの問題および私達とのコミュニケーションの物質的な専門家、厳密な処理、時機を得た発見、思慮深いサービス、適正価格および良質、私は私達により多くの協同があることを信じる。 -
 ホルヘあなたのよい売り上げ後のサービスをありがとう。優秀な専門知識およびテクニカル サポートは私をたくさん助けた。
ホルヘあなたのよい売り上げ後のサービスをありがとう。優秀な専門知識およびテクニカル サポートは私をたくさん助けた。 -
 Petra非常によいコミュニケーションによって解決するすべての問題私の購入に満足させて
Petra非常によいコミュニケーションによって解決するすべての問題私の購入に満足させて -
 エイドリアンHayter商品は今回を非常に満足する購入した、質は非常によく、表面処理は非常によい。私は私達が次の等級をやがて発注することを信じる。
エイドリアンHayter商品は今回を非常に満足する購入した、質は非常によく、表面処理は非常によい。私は私達が次の等級をやがて発注することを信じる。
パーホレーションTZMのモリブデンの合金の上のヘッド物質的なTzmの金属の上の頭部


商品の詳細
| 名前 | パーホレーションのためのTZMのモリブデンの上の頭部 | 材料 | モリブデン合金 |
|---|---|---|---|
| 等級 | TZM | 直径 | 20~150mm |
| 表面 | 明るい、アルカリ洗浄 | 密度 | ≥9.4g/cm3 |
| MOQ | 1pc | 輸出港 | 中国の港 |
| ハイライト | パーホレーションTZMのモリブデンの合金,TZMのモリブデンの合金の頭部,tzm材料 |
||
製品の説明
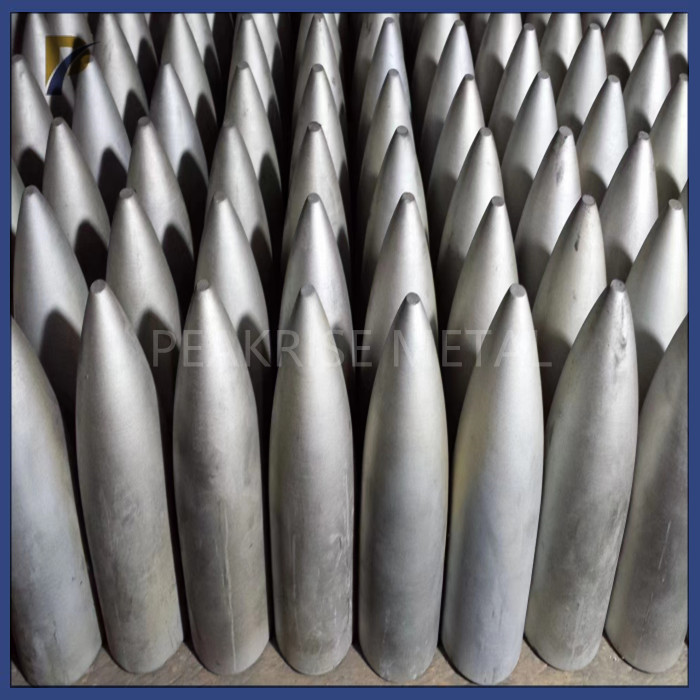
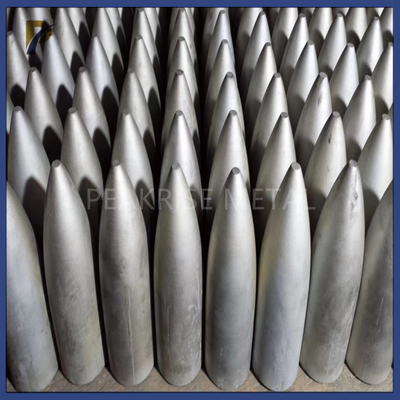
パーホレーションのためのTZMのモリブデンの上の頭部
1. パーホレーションの指定のためのTZMのモリブデンの上の頭部:
TZMのモリブデンの上の頭部はモリブデンの継ぎ目が無い鋼管の心棒の頭部の生産のためのチタニウムのジルコニウムの合金から成っているモリブデンの合金である。モリブデンの合金のプラグは原料が希土類材料と加えたモリブデンの粉のFmo1から成り、混合、形成、形の処理の、高温焼結し、他のプロセスによって処理される。最終的な項目に9.4g/cm3の密度がある。
![]()
![]()
2. パーホレーションの生産設備のためのTZMのモリブデンの上の頭部:
冷たい地殻均衡押すこと
物質的なフレームで逆さま押す条件をまたは真っ直ぐに皿に立つために満たすTZMのモリブデンの上の頭部。押す速度はドウェル時間小さいモリブデンの上の頭部に対する効果をもたらし。大型TZMのモリブデンの上の頭部のために、高密度の圧縮は押す速度を減速し、ドウェル時間を延長することによって得ることができる。これの理由は粒子の接触の地帯の変形プロセスが圧力集結の間にもっと十分にそして完全に遂行されることである。一般に、圧力救助の速度は遅いべきである。
但し、それはまた圧粉体のサイズによって決まり、圧力が突然解放されるとき影響の程度は、プラグを破烈させて容易のそれ以上の伸縮性がある余波はプラグを促進する圧粉体のギャップの圧縮された高圧空気が突然拡大するので、また異なって。破裂の。保留時間を延長することは消えるコンパクトの高圧ガスを作ることができる。上記の規則に従って、形成圧力が180 MPaの上に一般にあり、圧力保留時間が例えば6 min.の上にあることが、20%から直径の25%の収縮率のブランクの表面完了され、押されたブランクの軸表面は5.5から6.8 g/cm3の滑らかなアーク、気孔、端、ひびおよび密度がないべきである。
回転
CNCの旋盤のブランクを締め金で止め、望ましい形の回転プログラムを入れなさい。
焼結
TZMのモリブデンの上の頭部の準備プロセスの焼結プロセスは他のモリブデン プロダクトと非常に異なっている。モリブデンの上の頭部は高い熱する温度および長い生産周期(真空の中間周波数の炉のための水素の中間周波数の炉のための少なくとも25 hおよび31 h)を備えている。中間周波数の炉の熱するプロセスの間に、約600~1 000 ℃で、O、Nのブランクの粒界で配られるCの不純物の部分は揮発する;約1つの200 ℃、低い融点の不純物K、Na、カリフォルニア、等で揮発させなさい;1 600の℃の高い融点の不純物NI、Mg、Al、等で揮発させなさい、そうすれば十分に不純物を揮発させる適切な加熱時間を選びなさい。
保留時間は焼結の温度によって一般に決まる。より高い焼結の温度、より短い保留時間;より低い焼結の温度、より長い保留時間。このように、粉に十分な時間およびエネルギーがdensificationプロセスを完了するある。保留時間が余りに長ければ、穀物はあまりを育て、質を減らす;保留時間が余りにも短ければ、粉はdensifyには時間がないすなわち、「以下燃えて」、質は保証され。
焼結の大気がH2なら、H2の水蒸気に十分な注意は払われるべきである。高温でH2がボディから除かれる場合プラグに脱炭素処理をし、強さを減らす二酸化炭素発生させるために、プラグの水蒸気そしてCは化学的に反応するおよびCOを。そして硬度。焼結の後でプロセスは炎を離れて、回転電源遮断に完了し、60 °Cの下でに完成品の表面が以前のリリースが酸化させた原因になることを防ぐために冷却する。
TZMのモリブデンの上の頭部に優秀な性能が、材料持ち、よい高温強さを衝撃および熱への耐久性、よい熱伝導性および抵抗をある。それは粗い条件の下で鋼管のパーホレーションの生産に会うことができ継ぎ目が無い鋼管のパーホレーションの技術で適用の可能性の広い範囲がある。
3。 パーホレーションのためのTZMのモリブデンの上の頭部の使用生命:
モリブデンの上の頭部の生命は刺すような円錐形およびプロフィールのカーブの設計の長さによって主にこれが変形の配分法律を定めるので、決まる。刺すような円錐形の長さは変形の地帯の実際の長さによって完全に決まる、すなわち、鋼片の総直線縮小率によって主に決まる;さらに、ロール表面の円錐形の角度におよび供給の角度にまた重大な影響がある。変形の地帯の全長から、二次抗力によって必要なプラグの前の最低の直線縮小率の長さおよび均一壁の円錐形および毛管ゲージの円の必要な長さは引かれ、残存部分は刺すような、転がり円錐形の設計長さである。
私達のプロダクトについての詳細を知りたいと思うか。
![]()
![]()
推薦されたプロダクト